



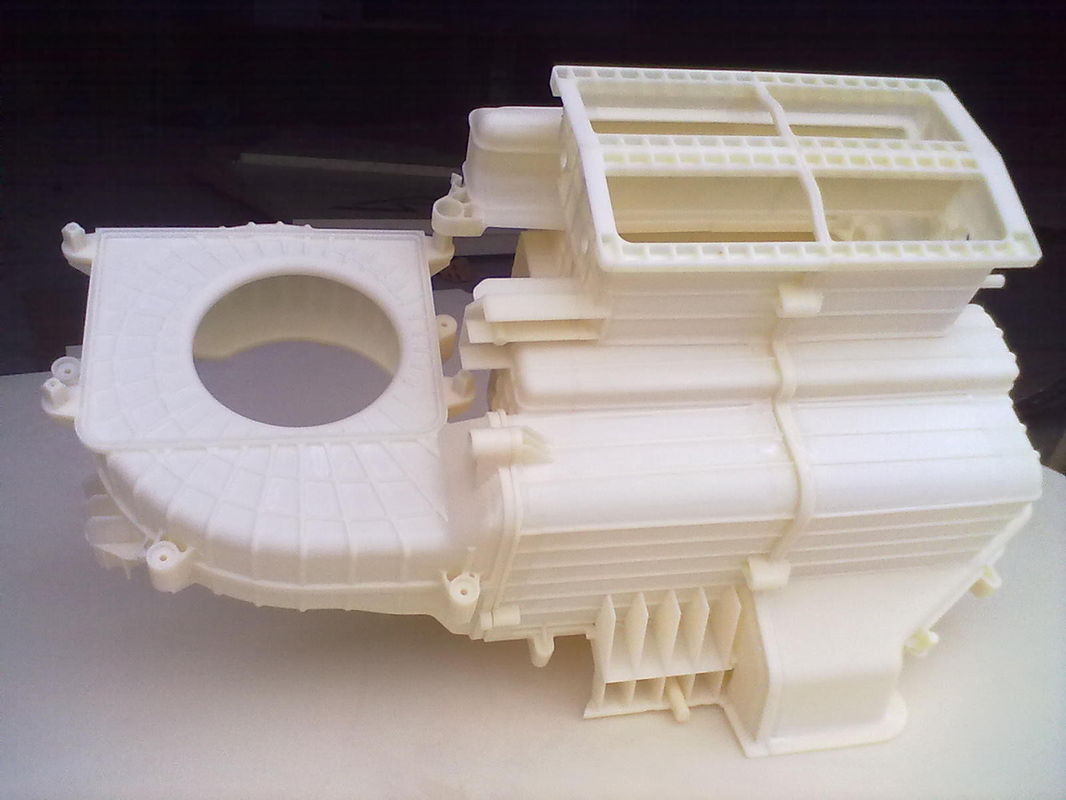
Reaction injection molding (RIM) is one of the most widespread types of molding processes. It’s similar to injection molding except that instead of thermoplastic, thermosetting polymers are used. After the liquid mass is injected under high pressure into the mold, a curing reaction happens. RIM is usually used for large, geometrically-complex parts. This technology is considered to be useful for lower annual production runs (100-20,000). A typical application for reaction injection molding includes automotive bumpers, air spoilers, and other large-scale parts that should be rigid but lightweight at the same time.
- RIM vs. Traditional Injection Molding
- When Is Reaction Injection Molding More Preferable?
- How is the Reaction Injection Molding Processed?
- Mold Costs for Reaction Injection Molding
- Types of Polyurethane RIM
- Designing Molds for Reaction Injection Molding>
RIM vs. Traditional Injection Molding
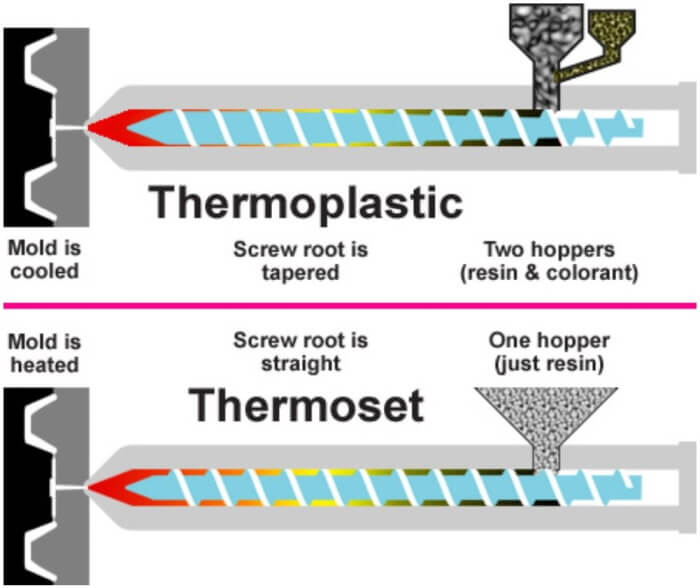
Reaction injection molding and injection molding (IM) seem to be quite similar, but they are based on two different methods: thermosetting and thermoplastic processing. Here is a short review of each method.
Thermosetting Processing Method
Thermoset Processing Method, used in RIM, is based on forming irreversible chemical bonds during the curing process. Thermosets do not melt when being heated - they decompose and do not reform upon cooling.
Thermoplastic Processing Method
Thermoplastic Processing Method is based on polymers that become pliable or moldable above a specific temperature and solidifies upon cooling.
When Is Reaction Injection Molding More Preferable?
Reaction injection molding, like other molding processes, has its own pros and cons. One of the main advantages of RIM compared to injection molding is more design freedom. The deal is, that reaction injection molding is able to produce parts that are usually not achievable using typical IM processes: thick and thin-walled parts, foamed cores, and much more. The pieces made via RIM are strong yet lightweight. Many features depend on the choice of materials. For example, polyurethane - one of the most popular RIM materials - offers heat resistance, dimensional stability and a very high level of dynamic properties. They are used in many areas such as construction, automotive parts, sport and many others.
Another important feature of RIM is that it uses low-viscosity liquid polymers, which with a variety of chemical reactions allow to expand, thicken and harden during the injection into the heated mold. It’s possible to regulate the desired weight, strength, density and hardness characteristics of the finished part. The weight of such components are lower in comparison to the pieces made by other manufacturing methods.
As a rule, RIM is used with less expensive molds than IM. In addition, less energy and lower–tonnage presses are used. However, the whole cycle is also slower in comparison to the thermoplastic process.
How is the Reaction Injection Molding Processed?
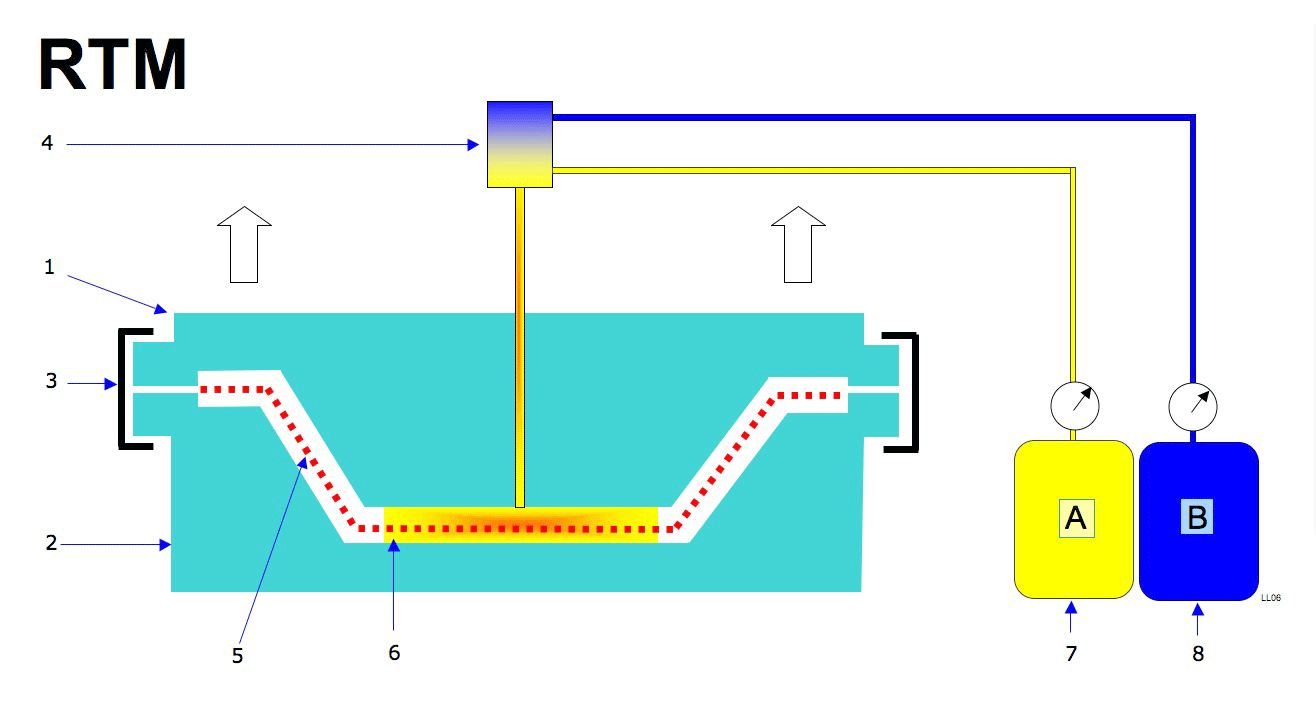
The RIM manufacturing process is based on injection polymer liquids (polyol and isocyanate) that are kept in large storage tanks and dispensed by large, high-pressure industrial pumps. The liquid material is recirculated from the storage tanks to a multi-stream mix-head on the mold (usually aluminum alloy) and back to the storage tanks. This process is repeated over and over until completion.
Mold Costs for Reaction Injection Molding
The cost of reaction injection molding can be much lower than you expect, especially in comparison to traditional injection molding. Among the standard materials for RIM molds are aluminum alloys, which are quite easy to machine.
It’s important when designing molds to consider and compare its cost against the production volume cost and post-processing cost: such as trimming, drilling, bonding, sanding, and painting. Generally, molds for relatively flat parts with a minimum draw and without undercuts or special surface treatments are the least expensive to produce. Keep in mind, that expensive molds can provide lower overall cycle times and/or post-molding labor. Designers should create molds with this knowledge in mind.
Molds made from steel alloys also can be used as they have quite a high degree of production reliability, especially for mass-produced parts. They have a much longer life span and are more reliable over the life of the mold, can be outfitted with elaborate automated ejection systems, and are less likely to be scratched or damaged than softer materials. Widely used for automotive parts which require long production runs, steel molds last longer but may be costly. Typically, steel molds are used for parts made of short-fiber-filled materials or composites, as steel resists abrasion.
Other factors that influence mold cost include:
- Number and type of hydraulic slides
- Number and type of different surface finishes
- The part depth and complexity
- Part tolerances
Materials for Reaction injection molding
Polyurethane is the most common reaction injection molding material. Among other widespread materials are Polyureas, Polyesters, Polyphenols, Polyepoxides, and Polyamide (Nylon 6). To make a finished product stronger, reinforcing agents like glass fibers are mixed with the injected material. For example, rigid foam automotive panels are often made in this way. Regulating the mixture of ingredients, reaction injection molding can vary from flexible and soft to rigid and quite hard. With the usage of the blowing agent, it’s possible to make a flexible/rigid foam core.
Advantages
- Large-part molding
- Wall-thickness option
- Good dimensional stability
- Good chemical resistance
- Benefits to design
- Cost-efficiency
- Low tooling costs
- High tolerances
- Enhanced design finish
Disadvantages
- Slow cycle times in comparison to IM
- Expensive materials
Types of Polyurethane RIM
The polyurethane systems by the degree of rigidity can be divided into two main categories: elastomeric and rigid. A rigid polyurethane, as a rule, has a higher degree of hardness and flexural modulus. Such materials typically have excellent chemical and thermal resistance. Also, they are often used for their electrical properties and acoustical insulation. Elastomeric polyurethane can be used for parts that require superior impact strength.
Foamed polyurethane
Foamed polyurethane systems use a blowing agent to make parts with a higher–density skin and a lower density, microcellular core in a sandwich–like composition. Baydur structural foam and other rigid systems have hard, solid surfaces and are found in business machines, electronic and medical housings, automobile spoilers, skis and other load-bearing applications. All foamed RIM materials are microcellular systems, having cells as small as 0.001 inches.
Solid polyurethane
A solid polyurethane, as its name suggests, is a solid, rigid plastic and is quite often used for trims, fenders, and fascias. Sometimes mineral or glass fillers are added to improve the stiffness; this process is called reinforced RIM (RRIM).
Designing Molds for Reaction Injection Molding
According to “RIM Part and Mold Design Guide”, parts made from polyurethane can be designed with varying wall thicknesses more effectively than traditional thermoplastics. That’s quite useful considering that for instance, thicker walls have higher rigidity. At the same time, full cross-section increases molding time, and they can cause inefficient long molding cycles. Thin-walled parts have the shorter mold–cycle times because the heat of reaction dissipates more rapidly. The recommended wall thickness for RIM molded parts for solid materials is typically 1/8 inch, although sections with walls as thick as 1/2 inch can be molded successfully as well.
Which Technology is More Preferable?
As you can see, reaction injection molding is a manufacturing technology with a vast range of applications. RIM has plenty of advantages, among them is producing a large part with high rigidity and lightweight. However, there are some disadvantages as well, so it really is up to the requirements of your project. Learn more about other types of injection molding in our guide.